
Get an overview of 3D printing technologies - A guide to processes, names, and abbreviations
SLM, SLS, FDM, FFF, EBM, LPBF, DMLS, DMLM, DLP, SLA CLIP, LENS, DED, MBJ … Why are there so many abbreviations in 3D printing? And how the hell do you keep track of them all? The Danish Technological Institute's 3D printing expert, Kristian Rand Henriksen, tries to give an overview of the abbreviations - and what is hidden behind them.
The bad news is that there are more than 40 different technology abbreviations that you can try to keep track of. The good news, on the other hand, is that they all fit into one of seven categories - and that there is a smart way to find out which category a particular technology belongs to. Spoiler alert: I show this at the bottom of the article.
In this article, I try to give an overview of the landscape of 3D printing technologies. Next, in a series of upcoming articles, we will go into more detail with each of the seven overall technologies - and describe their typical application as well as advantages and disadvantages.
You can of course settle for the quick overview, but for you discerning readers who want to get more in depth, I have included links for further reading - so you can really get your nerd on…
Why so many names?
As I said, today there are a multitude of different abbreviations in 3D printing. Most 3D printer manufacturers have their own abbreviations for the technology in question, as they - or a competitor - have often registered trademarks for a given name. For example, Stratasys has registered the name Fused Deposition Modeling (FDM), while SLM Solutions has registered Selective Laser Melting (SLM). The very concept of 3D printing was actually registered by Stratasys. However, they let it be transferred to the public domain in 1999. Today, no common way is used to name the various technologies. This means that each manufacturer uses their own term for technologies that in most areas are exactly the same.
Fortunately, there is help to be found - both to get an overview of how the many technologies fit into a larger picture, but also if you want to use process names that are not registered trademarks. In order to be able to classify the many technologies, an ISO-standard has been prepared, which divides the various technologies into seven main categories. Below I briefly describe the seven categories and show where the most common registered names fit. Some also work with an eighth category, which covers hydrides between 3D printing and other processing and design methods - these are called hybrid technologies.

Vat Photopolymerization
The very straightforward name Vat Photopolymerization covers well-known technologies such as Stereolithography (SLA) and Digital Light Printing (DLP) as well as several variations thereof.
The technology can work by lighting down on a tub (a vat) with a photochemical liquid, or by lighting up the bottom of a tub - there are both line-lit (laser) and mask-lit (projector) versions. Central to the technology is that it is printed in a reactive liquid which is activated by light (photons). The light breaks some chemical bonds in the liquid, thereby locally releasing some radicals that react with the surrounding short polymer chains. This forms long polymer chains and a solid material.
Process abbreviations: Scan, Spin, and Selectively Photocure (3SP), Computed Axial Lithography (CAL), Continuous Liquid Interface Production (CLIP), Digital Light Processing (DLP), Digital Light Printing (DLP), Stereolithography (SLA), Low Force Stereolithography (LFS).
READ MORE ABOUT VAT PHOTOPOLYMERIZATION
Powder Bed Fusion (PBF)
In Power Bed Fusion (PBF) you use either a laser or an electron beam, which melts or sinter a powder together. A layer of powder is applied, which is subsequently heated by, for example, the laser, which scans across the surface. Then a new layer of powder is applied, and the process is repeated. In this way, the parts are built layer by layer.
The technology can be used for both metal, ceramics, and plastic - it is often the material that determines whether sintering or melting is part of the process. Powder Bed Fusion is one of the most widely used technologies in the industry today, and it is used for implants, aerospace, aviation, prototypes, affordable high-volume part and more.
Process abbreviations: Direct Metal Laser Melting (DMLM), Direct Metal Laser Sintering (DMLS), Electron Beam Melting (EBM), Laser Powder Bed Fusion (LPBF), Selective Heat Sintering (SHS), Selective Laser Melting (SLM), Selective Laser Sintering (SLS).
READ MORE ABOUT POWDER BED FUSION
Binder Jetting
Binder Jetting (BJ) is in many ways reminiscent of Powder Bed Fusion. It is also a technology where you start by applying powder on a surface. The difference is that you do not use a laser or electron beam to heat the material and melt it together. Instead, you glue (bind) the powder together with a printer - in principle the exact same technology as in a regular inkjet printer that you can have at home. Next, you add another layer of powder and repeat the process.
When the print is complete, the glued part - called a green part - must be cleaned of binder and subsequently sintered in an oven close to the melting point of the material. Binder Jetting can be used for metal, plastic, ceramics, and sand. Print in sand can e.g. be used to make moulds.
Process abbreviations: Binder Jetting (BJ), Metal Binder Jetting (MBJ), Sand Binder Jetting (SBJ).
READ MORE ABOUT BINDER JETTING
Material Jetting
In Material Jetting, just like with Binder Jetting, you use a print head that resembles that of an inkjet printer. The difference is that here you do not glue another material together, but instead get the material itself in liquid form. It can either happen as drops or as a continuous jet.
One of the great advantages of this process is that you can change material on an ongoing basis. The part can therefore be soft at one end and firm at the other, and it is also possible to print in colour. This means that the process is often used for prototypes in development departments or in hospitals, where doctors can get a realistic 3D representation of what they need to operate on.
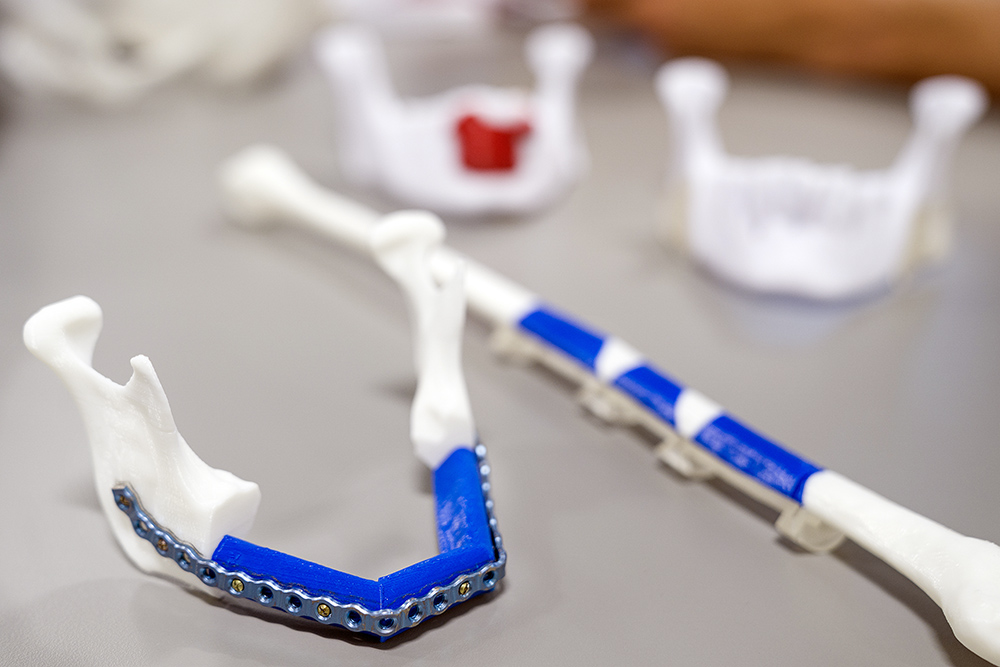
Photo: Niels Åge Skovbo, Region Midtjylland
The above is printed as polymers, but the technology is also used with wax, where it is used for casting, e.g. jewellery.
Process abbreviations: Arburg Plastic Freeformer (APF), Drop On Demand (DOD), Material Jetting (MJ), Multi-Jet Modelling (MJM), Smooth Curvature Printing (SCP).
Sheet Lamination
Sheet lamination is a technique that has been used extensively by architects to create models. The method works by gluing sheet material - it can be paper, plastic, or sheet metal - together in the layers. The excess material is cut away with a knife or laser.
In combination with a colour printer, beautiful topographic landscapes can be created in paper. In metal, the plates are joined with ultrasound with the advantage that you can utilize all the materials that can be purchased as plate material.
Process abbreviations: Laminated Object Manufacturing (LOM), Selective Deposition Lamination (SDL), Selective Lamination Composite Object Manufacturing (SLCOM), Ultrasonic Additive Manufacturing (UAM), Ultrasonic Consolidation (UC).
Material Extrusion
With the RepRap revolution, material extrusion has become a layman's image of 3D printing. Everyone knows the little 'sausage machines', which layer by layer transform filament into parts. Most people probably know the technology as FDM - Fused Deposition Modeling.
The material comes on a spool that is fed through a printhead. In the print head, the material is heated enough for each layer to melt slightly. In this type of printer, plastic, fibre-reinforced plastic, or wax - even plastic with metal powder can be used, which can subsequently be sintered into metal parts.
The technology started as a commercial printer but gained widespread popularity when the original patents expired. It has since found its way back to industrial use due to its cheap and user-friendly application.
Process abbreviations: Atomic Diffusion Additive Manufacturing (ADAM), Bound Metal Deposition (BMP), Fused Deposition Modelling (FDM), Fused Filament Fabrication (FFF).
READ MORE ABOUT MATERIAL EXTRUSION
Directed Energy Deposition (DED)
Directed Energy Deposition is in many ways reminiscent of welding. A material is added and melted to create a melt pool in the area where material is desired. It is a method that can be used to repair damaged parts and print on parts that are manufactured in other ways. The process is also known as 'cladding' in that context.
The technology is suitable for large parts and often has high construction speeds. It can be used for both metal, plastic, and ceramics, although metal is clearly the most common.
Process abbreviations: Direct Energy Depositioning (DED), Electron Beam Additive Manufacturing (EBAM), Laser Energy Net Shaping (LENS), Laser Metal Depositioning (LMP) og Cladding.
READ MORE ABOUT DIRECTED ENERGY DEPOSITION
A map to the jungle of 3D printing
As mentioned in the introduction, there is a whole jungle of different 3D printing technologies, each with its own abbreviation. Fortunately, they can be broadly divided into the above seven categories. The question is then which category a given process belongs to. Here, too, there is help to be found. In ISO/ASTM 52900:2017 – Additive Manufacturing – General principles – Terminology, there is a methodical progress to categorize all types of 3D printing.
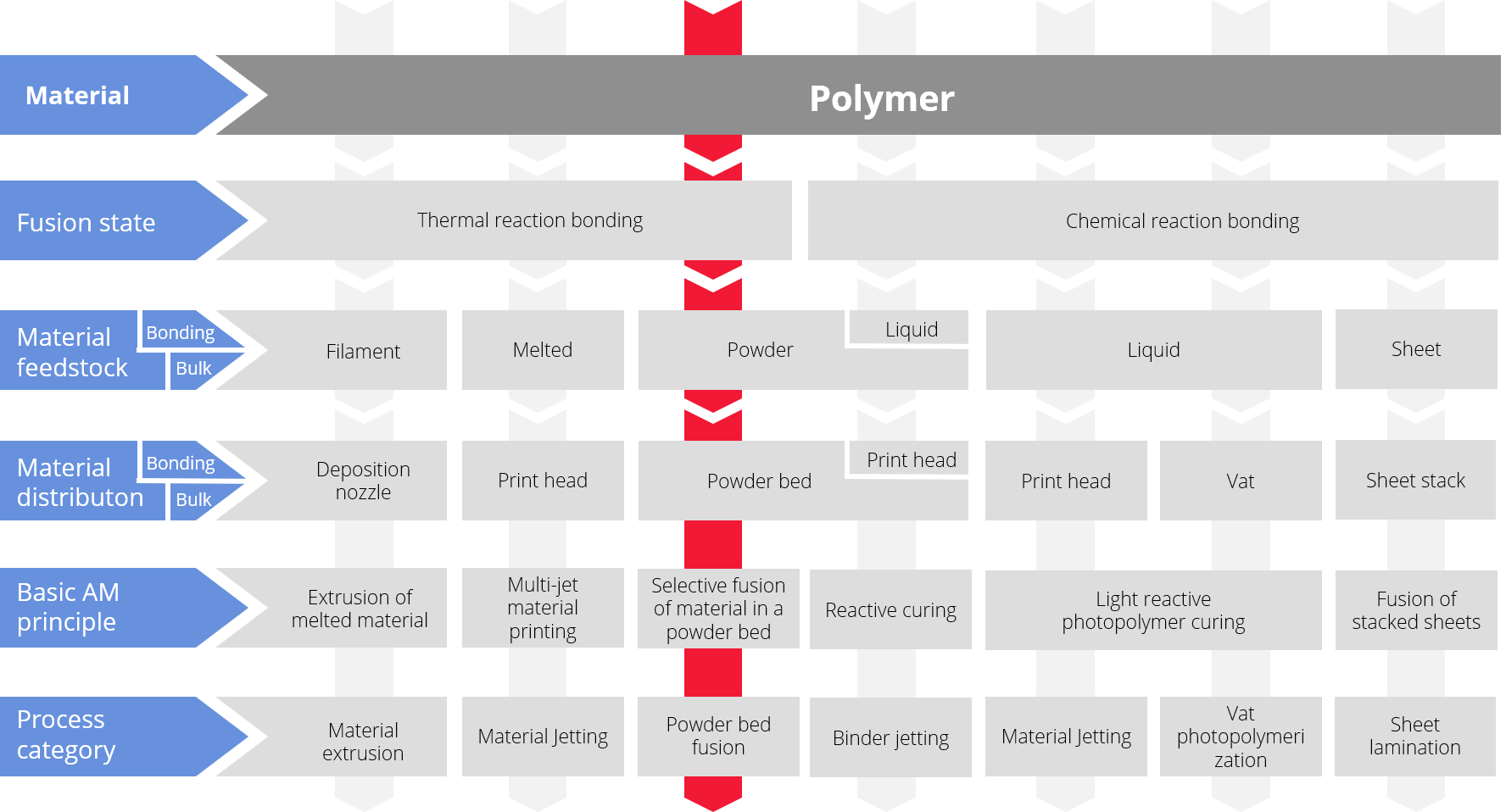
First, we look at the material (1) – e.g. polymer. Next, we look at how materials are joined together (2), what type of feedstock material is used in the process (3), and then how this material is distributed (4). Then we can look at which general 3D printing principle is used (5), and for metals which energy source drives the process (6). If you have followed the path through the table, you then end up in one of the seven main categories.
There are exceptions and borderline cases, but by and large this is a very useful way to categorize the different types of 3D printing technologies.
You can also download a more visual overview of the different technologies below.